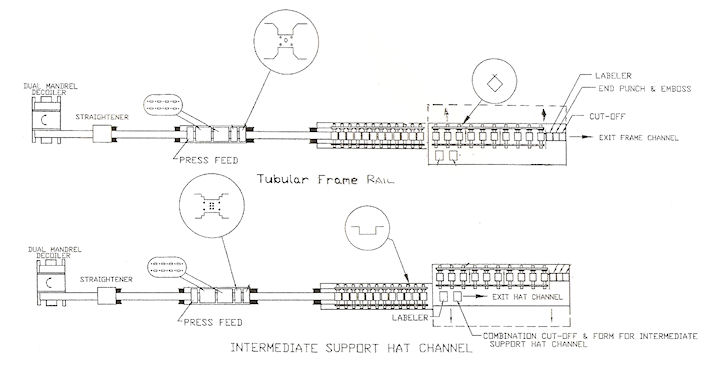
This line was designed and made by Custom Rollform Products for a manufacturer of Air Make-Up Units. The main body or structural enclosures of these Units consist of two basic components, the Frame Rails, and the Intermediate Supports.
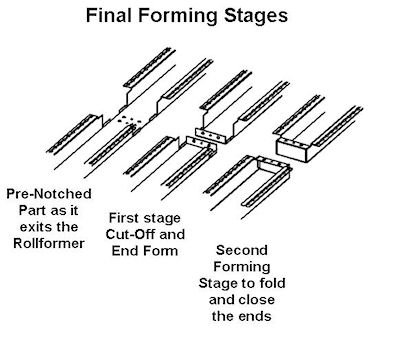
| We manufacture both the Frame Rail and the Intermediate Support from 16-gauge pre-painted or galvanized mild steel. Both components utilize the same 9.625″ coil slit width. A 4” wide Hat Channel Profile serves as the primary Intermediate Support for the Air Make-Up Units, featuring 2” vertical flanges and 1” opposed horizontal edge flanges on both sides. The system continuously punches the Support Hat Channels on both edge flanges while pre-notching and end-forming the lead and trail ends. Our custom Combination Cutoff and Endform Press forms and folds both ends of the part inline as it cuts them to length. |  |
|
 |
The same Coil Feed Rollform System also manufactures the Tubular Frame Rails. These rails utilize the same 16-gauge coil stock and slit width as the Hat Channel Profiles. Feeding the 4” Hat Channel Profile through additional rollform tooling and stations produces the 2” square Tubular Frame Rails. By utilizing pre-tooled notch and punch dies, a quick-change tooling setup, and two specialized cutoff and endform presses, the system produces both products with minimal setup, downtime, or scrap loss. Automatic changeovers from Tubular Frame Rail to Intermediate Support make this a true just in time production system. This will improve your lean manufacturing capabilities. |
|
Integrated Coil Feed and RollformingThis system combines coil feeding, punching, and notching into one workflow. First, a Dual Mandrel Decoiler holds the heavy material. Next, a Powered Feeder Straightener controls the strip with Sonic Loop Control. Meanwhile, a Programmable Rollfeed pushes the metal through the dies. Consequently, a twenty-four station rollformer creates the final shape. Finally, two specialized presses finish the cutoff and endforming. Faster Material ChangeoversFurthermore, the Dual Mandrel Decoiler speeds up your material changes. Therefore, you switch between pre-painted and galvanized stock quickly. Specifically, operators pre-load the next coil while the machine runs. Because of this, you change one mandrel set offline. In the meantime, the other set feeds the system. This method eliminates downtime and boosts your total output. High-Precision Punching and NotchingAdditionally, the punching system uses six Pre-Tooled Inline Press Dies. For instance, two presses stamp slot patterns every 12 inches. Then, two different presses notch the lead and trail ends. Lastly, the final two die units pierce holes into the frame rails. As a result, every part matches the exact design specs. This process ensures perfect alignment for your final assembly. |
 The programmable Rollfeed sequences the coil strip feed. Meanwhile, the AMS Controller cycles the presses automatically. You enter parts via the keyboard for quick setups. Alternatively, the Eclipse option downloads AutoCAD DXF files directly from your office. Consequently, this streamlines your entire production workflow. |
|
 View of the Pre-Notch and Punch System. Edge slots and holes were progressively punched on 12″ increments. Lead and trail End Notching and Punching Press / Dies are pre-tooled inline for the Tubular Frame and Intermediate Support Profiles. Part lengths and quantities are downloaded directly from an interoffice AutoCAD drawing of the individual Air Make-Up Housings required. 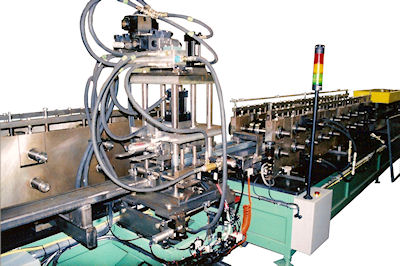 The Cutoff Die for the Intermediate Support Hat Channel Section was a Multi-Stage Hydraulically Activated System. It was designed to pilot and cutoff the pre-rollformed sections at the Pre-Notch as it forms the ends in one cycle. This eliminated second tangent forming operation and setups for various part lengths. The Cutoff Die for the Intermediate Support Hat Channel Section was a Multi-Stage Hydraulically Activated System. It was designed to pilot and cutoff the pre-rollformed sections at the Pre-Notch as it forms the ends in one cycle. This eliminated second tangent forming operation and setups for various part lengths.
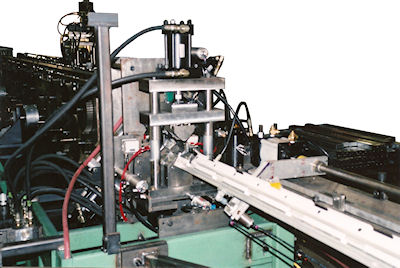
High-Precision Profile RollformingFirst, the pre-punched coil strip feeds directly into the fourteen-station rollformer. This machine creates the Intermediate Support Hat Channel Profile. Next, the formed part exits the rollformer and enters a specialized hydraulic press die. Meanwhile, the die senses the pre-notched opening to pilot the part perfectly. It then folds, forms, and swedges both ends of the profile. Furthermore, the system cuts the parts to length during this same cycle. Advanced Hydraulic FinishingConsequently, the die produces a double-fold return flange on both ends. It joins the side flanges together automatically and inline. Specifically, hydraulic cylinders power the press from the top, bottom, and sides. Therefore, this design removes the need for complex mechanical cams. This combination press eliminates extra offline steps. Additionally, the system features a rapid two-minute automatic changeover. This speed reduces downtime, setup costs, and scrap loss. Rapid System Changeover TechnologyAfter running hat channels, the program updates the punching pattern. Then, the new strip travels through the slack loop and into the rollformer. Sensors detect the new notch and signal the pinch rolls immediately. Next, the rolls clamp the strip while the shear die executes the cut. Once the line clears, the final ten stations shift into place. Finally, the system engages all twenty-four stations to build tubular frame rails. At the same time, the support die shuttles offline automatically. |
The manufacturer designs each Air Make-Up System. They direct download all the sizes and specifications directly into the Microprocess Length Batch Controller. As the parts are produced, the System produces a corresponding label to identify the part, usage, and location in the assembly. 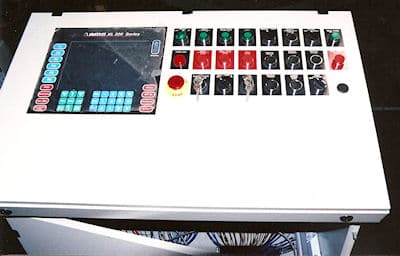
Precision Rollforming and ShapingFirst, the coil strip enters the fourteen-station rollformer. This stage creates the Intermediate Support Hat Channel profile. Next, the part moves directly into a specialized hydraulic press die. Meanwhile, the die senses the pre-notched opening to pilot the part. It then folds and swedges both ends of the profile. Furthermore, the system cuts the parts to length during this single cycle. Automated Finishing and FlangingConsequently, the die produces a double-fold return flange on both ends. It joins the side flanges together automatically and inline. Specifically, hydraulic cylinders power the entire forming process from all sides. Therefore, this design removes the need for mechanical cams. This combination press eliminates extra offline steps. Additionally, the system features a rapid two-minute automatic changeover. This speed reduces downtime, setup costs, and scrap loss significantly. Rapid System Changeover and DetectionAfter running hat channels, the program updates the punching pattern. Then, the new strip travels through the slack loop. Sensors detect the new notch and signal the pinch rolls. Immediately, the rolls clamp the strip while the shear die cuts it. Once the line clears, the final ten stations shift into place. Finally, the system engages all twenty-four stations to build tubular frame rails.
|
|
 |
The overall accuracy of all the punching and notch is very critical to insure alignment of the parts and panels together. This System has been in service since 2003 producing parts for two of their manufacturing plants on a daily production schedule. Everything you see on this line was designed, built, and made by Custom Rollform Products.All our Systems are engineered, wired, plumbed, and programmed to insure we can service everything we sell. Buying a System built by a single source manufacturer will guarantee you quick service and years of quality production.
Let Custom Rollform Products show you what you can do to increase your productions minimize your labor and scrap loss, and improve your bottom line. |
|
 |
||